
Fluidisation takes place due to an upward flow of fluid through a particle bed in particle technology. In this process, the particles in the bed are lifted up, and therefore, do not touch one another. This results to the transformation of the particle bed into a fluid-like condition. During the flow of the fluid through the particle bed, a pressure decrease is detected as a result of the fluid drag force. Such a pressure decrease continues until the minimum fluidisation speed is obtained. The lowest amount of fluidisation speed is the minimum speed of the upward flowing fluid through the bed containing the particles that is needed to produce fluidisation (Maroufi, Khoshandam, & Kumar, 2012). This takes place when the pressure decrease is equal to the weight of the particles in the bed. Consequently, this results in the particles dissociating.
A fluidised bed results when a bed containing the particles goes through the suitable conditions needed for fluidisation, under the confinement of a controlled container. The tremendous mixing that occurs between the solid and fluid in a fluidised bed results in the towering rates of both weight and heat transfer. As a result, fluidised beds are enormously handy and play a central part in a broad variety of industrial and engineering processes. For instance, fluidised beds can be employed as reactors for the catalytic dissociation of complex hydrocarbons. They can also be used in the granulation process for the enlargement of the particle size, for the separation of minerals and particles’ size and density. Additionally, they can be utilized for solid cooling as a result of heat transfer. In other more advanced applications, fluidised beds can be employed in the coal gasification process (SokóÅ‚, 2001). During its many applications, the system parameters vary significantly like the particles property and the speed at which fluidisation process takes place (Doroodchi et al., 2012).
The lab report illustrates an experiment carried out to study the packed and fluidised beds with the aim of investigating the characteristics of packed and fluidised beds under changing conditions, and the outcome of varying shaped particles on such operating conditions. The experiment also gives perspective into how these characteristics can be tapped within an industrial setting.
This experiment was undertaken into two segments. The first segment employed spherical particles to constitute the particle bed. On the contrary, the second experiment employed cylindrically shaped particles. In both cases, the hydrodynamic properties of fluidised beds were studied. The focus was majorly on the conditions obligatory for a packed bed of particles to go through fluidisation. Similarly, the experiment focused on the associated pressure reduction through the bed with the rising flow rate of the particles. The particles bed was at the start, allowed to fluidize before taken through the process of de-fluidisation. The experimental pressure decrease was compared for trends, similarities and differences that occurred during the process of fluidization and de-fluidisation. Subsequently, the experimental outcomes were also compared with the theoretical association proposed by Richardson , Zaki, Ergun, and Carman-Kozeny.
To begin with, the equations used and the derivation in the calculation of the theoretical forecasting for the operating conditions of both the fluidised and packed beds is illustrated later in this report. The report also covers the experimental procedure, and the results from the study. The results are comprehensively discussed and descried into detail in comparison to the existing theories outlined in the report. The report concludes with the general conclusions and recommendations anchored on the determinations of the experimental study.
The experiment was carried out using a fabricated fluidised bed reactor apparatus, particularly projected to measure the pressure reduction which takes place across both a fluidised and packed bed. The fluidised bed reactor column assumed a cylindrical profile, with an interior diameter of 2.5 cm, and corresponding exterior diameter of 3.0 cm.
The fluidised bed reactor column comprised of a particle bed conflated with water to make the column packed. The particle bed was fabricated using both clear spherical beads of diameter 0.202 cm, and green cylindrical beads with a diameter of 0.249 cm and length of 0.192 cm. A variable regulator valve regulated the fluid flow into the reactor column that contains the particle bed. The output made use of the flow rates varying from 0 to 42 g/s. This represented a range of 0 to 70% of the production capacity of the beds measured using a rotameter. A DP Cell having an output reading that ranges from 0.94 to 4.39 V evaluated the decrease in pressure inside the reactor column. The measured emfs were changed into a height difference in respect to water. This was achieved by calibrating the output emfs to a head difference in terms of the water column that ranges numerically between 0 to 48 cm in terms of water column.
The Figure below illustrates a schematic diagram of the apparatus employed in the experiment
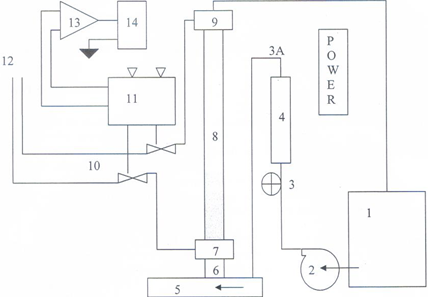
The apparatus elements are as identified below
|
Part |
Name |
|
1 |
Fluid reservoir |
|
2 |
Pump |
|
3/3A |
Control valves |
|
4 |
Flowmeter |
|
5 |
Drain pipe |
|
6 |
Cam lock 1; releases the drain pipe but holds gauze in place to retain beads |
|
7 |
Cam lock 2; releases the gauze that retains the beads |
|
8 |
Fluidised bed reactor column |
|
9 |
Top gauze; to hold the beads within the column if the flow is excessive |
|
10 |
Transition system |
|
11 |
Bleed box and pressure sensors |
|
12 |
Calibration levels |
|
13 |
Processor |
|
14 |
Multimeter |
The preamble of the experiment involved turning on of the pump and subsequently bleeding off any trapped air within the plastic tubes. The DP Cell was graduated by first turning the valves to the calibrate initials position. The output emf was then measured and recorded for various water head heights. These figures were measured by varying the height of one of the calibration tubes in an increasing manner. The regulator valves were then replaced to the operate initial setting. After that, the rotameter was graduated to measure and estimate the mass flow rate of the water in the column for varying rotameter values. This was obtained by gathering a specified volume of water of known mass in a measuring cylinder over a timed interval. Afterwards, the collected water was weighed to estimate its mass at changing flow rates. The water tapped was taken back to the reservoir after determining its weight. Subsequent to the calibration of the DP cell and rotameter, the original bed column of the spherical particles were measured and recorded together with the DP cell reading in terms of emf output as a percentage of the flow rate. The liquid flow rate in the bed was steadily but slowly raised in incremental steps each averaging to 5% of the aggregate flow rate. At the same time, the pressure decrease and bed column variation was measured and recorded. The process went on until readings at the most prominent and optimum flow rate was tested. The estimated optimum for the bed column is 70%. The column of the bed was afterwards de-fluidised. This was achieved by gradually reducing the liquid flow rate back to the initial setting (zero) with a steady additive steps. At the same time, similar measurements of bed column and DP cell emf output were recorded for the purposes of analysis. The diameter of an individual particle was then estimated using vernier callipers as a measuring instrument. Subsequently, ten particles were put inside a measuring cylinder with a known mass. The contents were then weighed and separately recorded. This enabled for the computation of the mean mass of one individual bed particle. Finally, the packed bed voidage was estimated by putting 2 mL of particles in a measuring cylinder. Afterwards, 2 mL of water was added into the container and the difference in liquid height was observed and recorded. The same experimental procedure was then repeated for the cylindrically shaped particles of the fluidised bed.
Using the graduation data for the DP cell, a graduation curve was obtained that assisted in the conversion of the emf reading to a head difference in terms of water column. The graduation statistics for the rotameter enabled for the estimation of both the mass and volumetric flow rate. These two variables enabled for the calculation of the fluid speed. By employing the experimental numerical information of pressure decline and flow rate, a comparative analysis of the variants was undertaken for both fluidisation and de-fluidisation processes respectively. The deviating bed porosity with regard to fluid speed was also estimated for both the fluidisation and de-fluidisation phases. Using the data obtained as illustrated in this experiment, the theoretical equations and principles of both Carman-Kozeny and Ergun were utilised to forecast the theoretical pressure reductions and fluctuations (Kramer et al., 2015). The theoretical values of the equations obtained were compared to the experimental data achieved. In the case of the cylindrical particles, the Sauter diameter of the particles was approximated to assist in the utilisation of the Ergun and Carman-Kozeny equations in the workings. Moreover, Richardson and Zaki equation and theory was also employed to arrive at the theoretical bed voidage for various fluid speeds (Zhang, Meng, Guo, & Guo, 2015). Their results were then compared with the experimental values obtained.
Doroodchi, E., Peng, Z., Sathe, M., Abbasi-Shavazi, E., & Evans, G. M. (2012). Fluidisation and packed bed behaviour in capillary tubes. Powder technology, 223, 131-136.
Kramer, O., Jobse, M. A., Baars, E. T., van der Helm, A. W. C., Colin, M. G., Kors, L., & van Vugt, W. H. (2015). Model-based prediction of fluid bed state in full-scale drinking water pellet softening reactors. InProceedings of the 2nd IWA New Developments in IT & Water conference, Amsterdam (The Netherlands) 8-10 Febr. 2015; Authors version. IWA.
Maroufi, S., Khoshandam, B., & Kumar, R. (2012). Comparison between fluidised bed and packed bed reactors: non-catalytic gas–solid reactions. Ironmaking & Steelmaking, 39(4), 301-311. https://dx.doi.org/10.1179/1743281211y.0000000061
SokóÅ‚, W. (2001). Operating parameters for a gas–liquid–solid fluidised bed bioreactor with a low density biomass support. Biochemical Engineering Journal, 8(3), 203-212. https://dx.doi.org/10.1016/s1369-703x(01)00100-0
Zhang, Z., Meng, J., Guo, L., & Guo, Z. (2015). Numerical Study of the Gas Distribution in an Oxygen Blast Furnace. Part 1: Model Building and Basic Characteristics. JOM, 67(9), 1936-1944. https://dx.doi.org/10.1007/s11837-015-1529-y
To export a reference to this article please select a referencing stye below:
My Assignment Help. (2017). Packed And Fluidised Bed Behaviour In A Solid-Liquid System. Retrieved from https://myassignmenthelp.com/free-samples/packed-and-fluidised-bed-behaviour-in-a-solid-liquid-system.
"Packed And Fluidised Bed Behaviour In A Solid-Liquid System." My Assignment Help, 2017, https://myassignmenthelp.com/free-samples/packed-and-fluidised-bed-behaviour-in-a-solid-liquid-system.
My Assignment Help (2017) Packed And Fluidised Bed Behaviour In A Solid-Liquid System [Online]. Available from: https://myassignmenthelp.com/free-samples/packed-and-fluidised-bed-behaviour-in-a-solid-liquid-system
[Accessed 31 May 2025].
My Assignment Help. 'Packed And Fluidised Bed Behaviour In A Solid-Liquid System' (My Assignment Help, 2017) <https://myassignmenthelp.com/free-samples/packed-and-fluidised-bed-behaviour-in-a-solid-liquid-system> accessed 31 May 2025.
My Assignment Help. Packed And Fluidised Bed Behaviour In A Solid-Liquid System [Internet]. My Assignment Help. 2017 [cited 31 May 2025]. Available from: https://myassignmenthelp.com/free-samples/packed-and-fluidised-bed-behaviour-in-a-solid-liquid-system.