
Brewing Process
Question:
Write a report a design proposal for the new brewery plant.
In this report, a design proposal for the new brewery plant have been discussed and presented. The values have been estimated according to the production demands as well as a future analysis so that sufficient production can be made in case of excess demands. All the details given have been estimated during the survey process conducted earlier as well as mathematical calculations of production and hence, these values can be taken to proceed with the construction part of the project.
2.1 Project Outline
2.1.1 The Brewing Process
In this project, we are preparing a plan for the start-up brewpub business that is planned to operate as a bar, jazz club and microbrewery. Our main objective is to seek a preliminary analysis and design for the setup of the microbrewery. The brewing process we will use has six main steps: mashing, lautering, boiling, cooling, fermenting and storing.
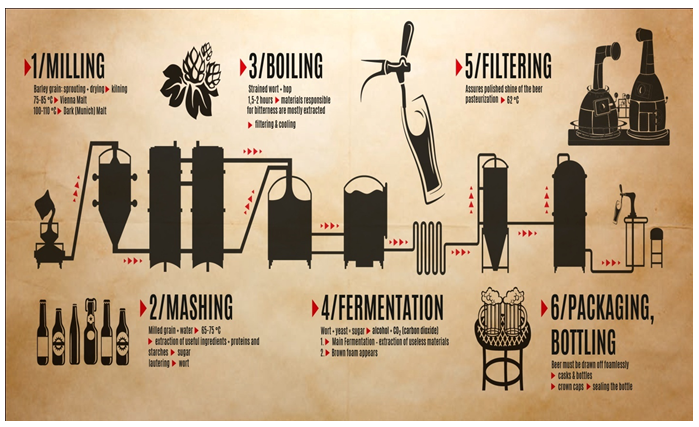
Figure 1: Brewing Process to be followed
(Source: Abdulai et al. 2015)
In the brewing process, Malted barley will be mixed with hot water in the mash tun using the motor/agitator and is then allowed to settle in the tun. The ratio of malt to water (by mass) is 3:10. E.g. 3kg of malt will be needed for every 10kg of water. This process will take 2 hours in total.
The liquid (called wort) will then be separated from spent grain by pumping wort from the bottom of the tun beneath a fine grate. This will cause the wort to be filtered through the grain which has settled on the grate, in a process called lautering. A low flow velocity of 0.01 m/s down through the spent grain (across the whole area of the grate) is required. The volume of wort recovered is 75% of the volume of the mix. The spent grain (the other 25%) is removed during cleaning.
The wort will next be pumped into the copper where small amounts of hops (of negligible mass) are added. The temperature of the wort pumped into the copper is 50 ÌŠC. The hops provide the bitterness in beer and act as a preservative. The mix is then heated to boiling point (100 ÌŠC) and then boiled for 1 hour. The boiling evaporates water from the wort equal to 7% of the wort volume, destroying any remaining enzymes from the mashing and concentrating the wort.
The wort is then pumped into a fermentation tank through a chiller, which reduces its temperature to 20°C. A small amount of yeast (of negligible mass) is added to cause the fermentation, which then takes 13 days. By the end of fermentation, the solids and yeast in the liquid settle to the bottom of the tank. The temperature of the fermentation tank is controller via refrigeration built into the tank at the discretion of the brewer.
The beer (90% by volume) is drawn off above the level of the solids (the other 10%) and pumped through a filter into a storage tank, where is it kept chilled ready to bottle or dispense to customers.
Proposed System
Our proposed system will consist of the following equipments:
- One mash/lauter tun including motor and agitator
- One copper including gas heater
- One chiller
- One or more fermenters
- Multiple storage tanks
- Three pumps
- A suitable hot water source already exists at the site of installation
2.2.1 Tank Size and Production Capacity
- The tank size will depend on the total capacity of production that are estimated to be manufactured daily. However, as an alternative to a single tank, a multi-tank system can be implemented in case excess production is needed. Again, in case of low requirements or demands, another tank is to be installed for the storage of the extra amount for future use.
- For the initial construction part, one each of mash/lauter tun including motor and agitator, copper including gas heater, chiller and a suitable hot water source. Multiple fermenters, storage tanks, and three pumps are needed.
- Our business plan specifies that 4 different beers will normally be on-tap at any time, hence this requires 4 storage tanks. The expected rate of consumption for the four beer varieties is assumed to be the same, i.e. on average 400 L/week each.
- The production capacity of the plant is to be at least 1600 L/week (on average). The fermentation period of a batch of beer (of any size) is 13 days. The processes of mashing, lautering, boiling, chilling and associated pumping and cleaning to brew one batch of beer will occur within 1 day.
The tanks will be 6m in height and 5m in width having a 0.5m horizontal clearance and a 1m long door opening at the top end. For the end elevation, 6m wide tank with heights 4m and 5m are needed along with 1m vertical clearance. All the equipments will be kept 0.5m from outer walls and 0.5m space is to kept between two equipments. The tanks will be arranged in grid format for allowing the pipes to run. All tanks will include supports that will ensure the lowest point of the tank itself is 0.5 m off the floor. This will allow space for piping, pumps, the agitator motor and the heater for the copper. All tanks will have a 1 m minimum clearance above the tank to enable cleaning and addition of ingredients. The space above the walkway may be used.
The chiller will be cubical with 1m for each dimension.
For this part, several values have been obtained after estimations and calculations. These are as follows:
- The volumetric flow rate required for pump A - PLEASE FILL
- The time it takes to lauter the wort and transfer it to the copper - PLEASE FILL
- The head (change in height) over which the pump must raise the wort into the copper - PLEASE FILL
- The power rating required for pump A - PLEASE FILL
The lautering process requires a low flow velocity of 0.01 m/s down through the spent grain (across the whole area of the grate). This flow velocity in combination with the diameter of the tun will determine the flow rate requirement for pump A.
For the boiling process, several estimations have been made regarding the mass of the products. These are as follows:
|
Product |
Amount (kg) |
|
Wort in Copper |
PLEASE FILL |
|
Wort Evaporated |
PLEASE FILL |
The energy assumptions are as follows:
- The heat energy required to heat the wort in the copper from 50 ÌŠC to boiling point at 100 ÌŠC - PLEASE FILL
- The heat energy required to evaporate 7% of the wort during boiling - PLEASE FILL
- The maximum power output required from the gas heater – PLEASE FILL
The chiller will be cubical in nature with 1m for each dimension. Pump B is needed for a back up pumping system in case the primary pump appears to be faulty or malfunctioning. It can also be used as a backup for the primary pump in case of excess production.
The estimated costs for the overall project are as follows:
|
Equipment |
Cost ($) |
|
Each Tank |
PLEASE FILL |
|
3 Pumps |
PLEASE FILL |
|
Heater |
PLEASE FILL |
|
Total |
PLEASE FILL |
2.3.1 Design Goals
The design goals are as follows:
- The production capacity of the system should be maximum.
- The capital cost of the system should be minimum.
- The system should have capability and sufficient requirements for production of different types of beer.
The design requirements are as follows:
- The production capacity of the plant is to be at least 1600 L/week (on average).
- The estimated budget for the equipment within this design is $60000.
The assumptions for the project are as follows:
- The means by which different beers are brewed is outside the scope of this design and does not influence any parameters of the design.
- The density of the wort at all points in the process is assumed to be 1007 kg/m3.
- It is assumed that no loss of energy from the copper (i.e. the heater is 100% efficient).
- It is assumed that completely closed tanks (ignoring openings).
Table 1. Density of ingredients and product
|
Description |
Identifier |
Value |
Unit |
|
Density of water |
ρW |
1000 |
kg/m3 |
|
Density of barley |
ρM |
500 |
kg/m3 |
|
Density of beer (wort) |
ρB |
1007 |
kg/m3 |
|
Pump Model |
Output Power (kW) |
Cost $ |
|
P1 |
0.3 |
300 |
|
P2 |
0.5 |
500 |
|
P3 |
1.0 |
1000 |
|
Description |
Identifier |
Value |
Unit |
|
Specific heat value of beer (wort) |
cB |
4.0 |
kJ/(kg.K) |
|
Latent heat of evaporation for beer (wort) |
hE |
2260.0 |
kJ/kg |
|
Heater Model |
Output Power (kW) |
Cost ($) |
|
CH1 |
50 |
1000 |
|
CH2 |
85 |
1700 |
|
CH3 |
125 |
2500 |
|
CH3 |
190 |
3800 |
|
Description |
Value |
Unit |
|
All tanks per square metre of surface area |
500 |
$/m2 |
|
Cost of mash/lauter mechanism |
1000 |
$ |
|
Cost of Chiller |
2000 |
$ |
|
Cost of Filter |
500 |
$ |
3.0 Conclusion
From the above project proposal report, the estimated values and the parameters have been noted and these can be used as parameters for developing the construction design. Moreover, these values can be used for the actual construction process. Finally, the suggested model can be used as the blueprint for the original plant although other models are available as well.
The recommendations for the proposed plan of the model are as follows:
- The model used should have to be cost effective i.e. the most efficient plant should be built at the lowest possible cost.
- The plant should be highly efficient, i.e. production should be maximum with highest quality at lowest cost.
- Sufficient equipments must be available for following the proposed design and the model requirements.
Abdulai, R.T., Obeng-Odoom, F., Ochieng, E. and Maliene, V. eds., 2015.Real Estate, Construction and Economic Development in Emerging Market Economies. Routledge.
Ahmadjian, C. and Edman, J., 2013. Framing From Afar: External Agents and the Construction of the Japanese Ji-Buru Industry.
Bob, C.O.R.N.E.L.I.U., Dencsak, T.A.M.A.S. and Bob, L.I.A.N.A., 2014, January. A Sustainability Model for the Assessment of Civil Engineer Works. In Recent Advances in Energy, Environment, Biology and Ecology, Proceedings of the 10th WSEAS International Conference on Energy, Environment, Ecosystems and Sustainable Development (EEESD 114), Tenerife, Spain (pp. 10-12).
Chengchuan, C.H.E., Ge, Y.A.N.G., Xiuling, Y.U. and Jinfeng, L.I.U., 2015. Construction of Bio-Engineering Comprehensive Experimental Teaching Innovation System. Canadian Social Science, 11(1), p.218.
Dannys, E., Green, T., Wettlaufer, A., Madhurnathakam, C.M.R. and Elkamel, A., 2016. Wastewater Treatment with Microbial Fuel Cells: A Design and Feasibility Study for Scale-up in Microbreweries. Journal of Bioprocessing & Biotechniques, 2016.
Huse, M., 2014. The role of networks in the entrepreneurial process–A case study of three Norwegian craft breweries.
Kelly-Holmes, H., 2016. Constructing and Disputing Brand National Identity in Marketing Discourse. Signs and Society, 4(S1), pp.S51-S69.
Leão, D.T., Santos, M.B.G., Mello, M.C.A. and Morais, S.F.A., 2015. Consideration of occupational risks in construction confined spaces in a brewery. Occupational Safety and Hygiene III, p.343.
Moreno, A. and Cámara, M., 2014. Evolution of information content from an institutional perspective: El Alcázar brewery (1928–1993). Accounting History, p.1032373214534653.
Othman, A., 2014. A conceptual model for overcoming the challenges of mega construction projects in developing countries. African Journal of Engineering Research, 2(4), pp.73-84.
Oyinlola, O.M., Oyinlola, F.O. and Adeniran, J.O., 2014. The influence of dividend payout in the performance of Nigerian listed brewery companies.International Journal of Economics and Management Sciences, 3(1), pp.13-21.
Pettigrew, L., Blomenhofer, V., Hubert, S., Groß, F. and Delgado, A., 2015. Optimisation of water usage in a brewery clean-in-place system using reference nets. Journal of Cleaner Production, 87, pp.583-593.
Roche, K.J., 2014. The Emergence of Ontario Microbreweries: A Socio-Historical Analysis (Doctoral dissertation, Laurentian University of Sudbury).
Schmidt, B., 2012. Model construction with GPSS-FORTRAN version 3. Springer Science & Business Media.
Shapaval, V., Walczak, B., Gognies, S., Møretrø, T., Suso, H.P., Åsli, A.W., Belarbi, A. and Kohler, A., 2013. FTIR spectroscopic characterization of differently cultivated food related yeasts. Analyst, 138(14), pp.4129-4138.
Shen, Z., Burnham, K.J. and Smalov, L., 2015. Optimised job-shop scheduling via genetic algorithm for a manufacturing production system. InProgress in Systems Engineering (pp. 89-92). Springer International Publishing.
Tashkhourian, J., Hormozi-Nezhad, M.R., Khodaveisi, J. and Dashti, R., 2013. Localized surface plasmon resonance sensor for simultaneous kinetic determination of peroxyacetic acid and hydrogen peroxide. Analytica chimica acta, 762, pp.87-93.
Yang, H., Chan, A.P. and Yeung, J.F., 2013. Niche Width, Competitive Positioning, and Performance of International Construction Contractors (1992–2009). Journal of Management in Engineering, 31(3), p.04014040.
To export a reference to this article please select a referencing stye below:
My Assignment Help. (2017). Design Proposal For New Brewery Plant: Microbrewery Setup And Production Process. Retrieved from https://myassignmenthelp.com/free-samples/engineering-and-spatial-science-applications.
"Design Proposal For New Brewery Plant: Microbrewery Setup And Production Process." My Assignment Help, 2017, https://myassignmenthelp.com/free-samples/engineering-and-spatial-science-applications.
My Assignment Help (2017) Design Proposal For New Brewery Plant: Microbrewery Setup And Production Process [Online]. Available from: https://myassignmenthelp.com/free-samples/engineering-and-spatial-science-applications
[Accessed 30 April 2025].
My Assignment Help. 'Design Proposal For New Brewery Plant: Microbrewery Setup And Production Process' (My Assignment Help, 2017) <https://myassignmenthelp.com/free-samples/engineering-and-spatial-science-applications> accessed 30 April 2025.
My Assignment Help. Design Proposal For New Brewery Plant: Microbrewery Setup And Production Process [Internet]. My Assignment Help. 2017 [cited 30 April 2025]. Available from: https://myassignmenthelp.com/free-samples/engineering-and-spatial-science-applications.